
- Условия за сила
- Подготовка на работното място
- Обща процедура
- Меко запояване на водопроводи
- Твърдо спояване на медни съединения
- Крепеж за медни тръби
- Разликата между запояване на мед и месинг
 Медта е един от най-лесно достъпните метали, който се използва широко в промишлеността и системата за жилищно-комунални услуги. Запояването на медни тръби е връзка с помощта на фитинги, като се използва твърдо и меко запояване. Технологията е позната от древни времена и днес е особено актуална - с използването на съвременни материали за запояване.
Медта е един от най-лесно достъпните метали, който се използва широко в промишлеността и системата за жилищно-комунални услуги. Запояването на медни тръби е връзка с помощта на фитинги, като се използва твърдо и меко запояване. Технологията е позната от древни времена и днес е особено актуална - с използването на съвременни материали за запояване.
Условия за сила
Едно от условията за плътност и здравина на споените продукти е съответната ширина на запоената фуга. За да се гарантира това състояние, се използват специални устройства, съединители, лакти с двойно покритие, капачки, тройници. Медта може да бъде запоена:
- меки припои (точка на топене под 450 С);
- спояване на сплави (точка на топене над 450 С).
Видове спойка, използвана върху медни водопроводи:
- 40 процента олово / 60 процента калай;
- 95 процента калай-антимон / 5 процента олово;
- 50 процента оловен спойка се препоръчва на линии от медни сплави, които не трябва да се използват за питейна вода;
- безоловен спойка за тръби, използвани във водоснабдяването.
Подготовка на работното място
Самостоятелното запояване на медни тръби трябва да се извърши след подготовката на работното място и работата трябва да започне с правилния избор на инструмента за запояване на медни тръби и свързаните с тях материали.
Необходими инструменти за запояване:
 Медна резачка.
Медна резачка.- Метална четка.
- Бендер за тръби.
- Абразивен плат.
- Поставете флюс.
- Припой без олово.
- Ръкавици.
- Предпазни очила.
Монтирането на спояващи фуги в инсталации се извършва с помощта на подходящи горелки с пропанов въздух или ацетилен кислород. Температурата на пламъка на пропан - въздух е около 1900 С, а ацетиленовият кислород е около 3100 градуса. Високата температура на пламък на оксиацетилен, от една страна, ускорява процеса на нагряване до температура на запояване, от друга страна, създава опасност от неприемливо топене на повърхността на тръбата.
Инструментът за запояване, по-специално капачката на горелката, е критичен фактор, влияещ върху качеството. По този начин, дори отоплението със стандартна горелка, въпреки много високата топлопроводимост на медта (411 W / m * K), може да бъде трудно, особено на места, които не позволяват на поялника да се движи. В такива ситуации е много по-изгодно да се използват горелки с капачки, които равномерно загряват зоната за запояване.
Обща процедура
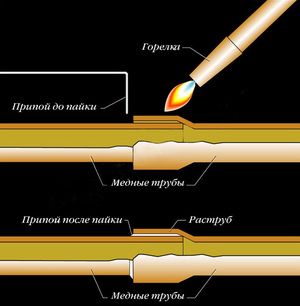
 Преди запояване на медни тръби, първо отрежете точната му дължина с помощта на факла или ножовка. Ако се използва ножовка за осигуряване на равномерно рязане, тя трябва да бъде подадена или всички вътрешни и външни резци трябва да бъдат премахнати с разширител или друг инструмент с остър ръб. Ако тръбата не е кръгла, тя трябва да бъде приведена в истинския си размер с помощта на инструмента за калибриране.
Преди запояване на медни тръби, първо отрежете точната му дължина с помощта на факла или ножовка. Ако се използва ножовка за осигуряване на равномерно рязане, тя трябва да бъде подадена или всички вътрешни и външни резци трябва да бъдат премахнати с разширител или друг инструмент с остър ръб. Ако тръбата не е кръгла, тя трябва да бъде приведена в истинския си размер с помощта на инструмента за калибриране.
Повърхностите на тръбопровода трябва да са чисти и без замърсяване с масло, мазнина или оксид. Те могат да бъдат правилно почистени чрез четкане с неръждаема стомана или шлифоване. Ако върху него присъства мазнина, е необходимо да я почистите с разтворител, а също така да отстраните всички чужди частици, като например шкурка, като избършете зоните със суха кърпа. Интерфейсът трябва да е много чист.
Технологията на приложение Flux осигурява равномерност в краищата на тръбите и вътрешната арматура. Той ще предотврати окисляването на медта при нагряване, когато е достатъчно горещо за спойка. Не е необходимо да се използва голямо количество флюс, тъй като това ще доведе до корозия вътре в тръбата.
 Целият излишък се отстранява с памучна кърпа. Не можете да работите с него с голи ръце, тъй като химикалите му са вредни за кожата. Веднага след като монтажът или тръбите са инсталирани във веригата, е необходимо да започнете да запоявате от върха на шева и веднага щом започне да се нагрява, спойка ще се стича до самия край на съединението. В този момент трябва да държите факела на поялника далеч от тръбата.
Целият излишък се отстранява с памучна кърпа. Не можете да работите с него с голи ръце, тъй като химикалите му са вредни за кожата. Веднага след като монтажът или тръбите са инсталирани във веригата, е необходимо да започнете да запоявате от върха на шева и веднага щом започне да се нагрява, спойка ще се стича до самия край на съединението. В този момент трябва да държите факела на поялника далеч от тръбата.
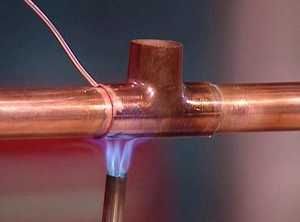
Заваряването с пропанова факла е идеално за малки работни места, докато ацетиленът се използва за тръби, по-големи от 3/4 инча. Преди заваряване се уверете, че вътре в тръбата няма налягане. Процесът на запояване не може да се извърши, когато водата е в него. Необходимо е да се източи водата и да се изчака, докато изсъхне напълно. Тръбата се загрява преди запояване от двете страни, като бавно завъртате факела около съединението, за да разпределя равномерно огъня, докато спойка не влезе в контакт със шева.
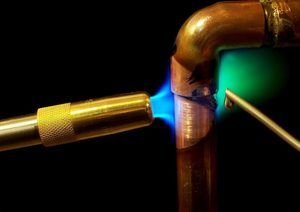
Месинговите фитинги изискват допълнителна топлина. Пламъкът е настроен на средно или високо ниво, за да се получи достатъчна точка на топене. Ако пламъкът е настроен правилно, той ще изгори с различни нюанси на синьото. Изключително горещите температури са зад видими пламъци. Поставете края на разтопената тръба в арматурата, подпирайте конструкцията, за да осигурите правилното подравняване, докато спояващата сплав се втвърди.
 След това шевът се държи няколко секунди (или повече), в зависимост от неговия размер. Сега домашният монтаж е готов за запояване. За повечето работи, използващи кислород - ацетиленови газове, трябва да се използва карбуризация или неутрален пламък, който има подчертан вътрешен конус.
След това шевът се държи няколко секунди (или повече), в зависимост от неговия размер. Сега домашният монтаж е готов за запояване. За повечето работи, използващи кислород - ацетиленови газове, трябва да се използва карбуризация или неутрален пламък, който има подчертан вътрешен конус.
Трябва да се избягва окисляващ пламък. Излишният ацетилен премахва повърхностните оксиди от медта. Тя ще бъде ярка и не тъпа или почерняла поради неправилно окисляваща факла.
Появането с горелка за въздух / ацетилен е популярна алтернатива на кислорода. Потокът от горивен газ привлича въздух в смесителя, той започва да се върти, за да подобри изгарянето и да повиши температурата на пламъка. Започнете да загрявате тръбата, като първо приложите факела в точка, непосредствено съседна на фитинга.
Разпределете пламъка последователно около тръбата и фитинга, докато и двете достигнат температурата на запояване, преди да приложите пълнителя за запояване. Когато се използва флюс, е необходимо да се нагрее тръбата, докато потокът не премине "барботиращия" температурен диапазон, режимът става тих, а сплавта е течна и прозрачна, подобно на чистата вода.
 Едва след като базовите метали се нагреят до температурата на запояване, техникът може да добави метален пълнител. По това време пламъкът може да бъде незабавно открит на върха на пълнежа, за да започне процесът на топене. Винаги е необходимо дръжките и фитингите да се загряват, докато играете пламък върху тръбата и монтирате, когато сплавта за спойка се изтегли в съединението. Сплавта за спойка ще дифундира и напълно ще запълни всички области на поцинкованата фуга.
Едва след като базовите метали се нагреят до температурата на запояване, техникът може да добави метален пълнител. По това време пламъкът може да бъде незабавно открит на върха на пълнежа, за да започне процесът на топене. Винаги е необходимо дръжките и фитингите да се загряват, докато играете пламък върху тръбата и монтирате, когато сплавта за спойка се изтегли в съединението. Сплавта за спойка ще дифундира и напълно ще запълни всички области на поцинкованата фуга.
На следващо място, трябва да спрете подаването на сплав от сплав след запълване на заваръчната зона. Излишъкът от спойка не подобрява качеството или надеждността на запояване и е отпадъчен материал. Всички остатъци от флюса трябва да бъдат отстранени за проверка и тестване под налягане. Веднага след монтажа на спояващата сплав, гасете и отстранете всички остатъци от флюс. Ако е необходимо, използвайте мека кърпа или телена четка.
Меко запояване на водопроводи
За запояване на тръби с диаметър по-малък от 28 мм поради възможността от прегряване на материала и повреда на повърхността на тръбата, за спояване на медни тръби се използва само мека спойка. Подготовката на съединението за запояване и меко запояване по същество е същата като в общи случаи: рязане на тръби, размазване на краищата, разширяване на краищата на тръбите (ако не се използват съединители), почистване на повърхността на тръбата в мястото на свързване и използване на флюс. Продавачите от оловно-калаени са най-препоръчителните свързващи вещества за меко запояване на медни растения.
Трябва да се отбележи, че по санитарни съображения не е разрешено използването на спойка, съдържаща кадмий и олово в инсталации за питейна вода. В този случай се използват калай - медна (S - Sn97Cu3) и калаена - сребърна (S - Sn97Ag3) спойка. Често флюс или съединители със спойка за затягане на флюс се използват за запояване на меки медни растения. Якостта на срязване на споените фуги с мека спойка обикновено не надвишава 50 MPa и намалява значително с повишаване на температурата, което води до ограничаване на използването на меки припои за инсталации, работещи при температури до 110 ° С.
Освен това е необходимо да се използва спояващ поток, който разтваря оксидите от повърхността на запоените елементи и предпазва от повторно окисляване по време на запояване. Меките флуиди за запояване обикновено са паста, гел или течност, които след запояване трябва да останат неагресивни, а в случай на инсталации за питейна вода, нетоксични, шлаки, лесно измити със студена вода.
Твърдо спояване на медни съединения
 За запояване на твърди медни растения се препоръчва използването на медно - фосфорно свързващо вещество с добавяне на сребро, което подобрява пластичните свойства на спойката. Препоръчват се сребърни свързващи вещества Ag - Cu - Zn или Ag - Cu - Zn - Sn. Употребата на калай-фосфорни припои е икономична поради сравнително ниската цена в сравнение със продавачите на сребро. Допълнително предимство на тези припои е премахването на необходимостта от флюс, тъй като фосфорът осигурява редукцията на медни оксиди, покриващи споения метал.
За запояване на твърди медни растения се препоръчва използването на медно - фосфорно свързващо вещество с добавяне на сребро, което подобрява пластичните свойства на спойката. Препоръчват се сребърни свързващи вещества Ag - Cu - Zn или Ag - Cu - Zn - Sn. Употребата на калай-фосфорни припои е икономична поради сравнително ниската цена в сравнение със продавачите на сребро. Допълнително предимство на тези припои е премахването на необходимостта от флюс, тъй като фосфорът осигурява редукцията на медни оксиди, покриващи споения метал.
В други случаи трябва да се използва поток от флюс с подходяща активност при температура на запояване, в зависимост от точката на топене на спойка. Потоците за запояване могат да бъдат под формата на паста, прах, суспензия. На пазара се предлага и флуид, съдържащ спойка, под формата на покритие или в сърцевината на спойка. Тогава няма нужда да прилагате допълнителен поток върху споени повърхности.
Силата на спояваната медно-фосфорна припоя е около 120 МРа, а сребърните припои около 170 МРа, така че е няколко пъти по-висока от силата на фугите, направени с помощта на калайджийски припои.
Крепеж за медни тръби
Скобите за тръби здраво опират тръбите към стена, носеща греда или друга конструкция. Тези скоби обикновено са единична скоба с два отвора за монтиране върху твърда повърхност или гъвкава метална лента с отвори, набити на всеки няколко сантиметра. За всеки тип скоба е необходимо монтиране към стена или греда.
Има няколко типа крепежни елементи за избор:
- скоби за медни тръби;
- ноктите;
- винтове и болтове;
- пластмасови скоби и крепежни елементи;
- алтернативни крепежни елементи.
Такива тръби обикновено изискват скоби, тъй като използването на един и същ вид метал ще намали условията за корозия от ниските електрически токове, създадени чрез свързване на различни метали. Медът осигурява гъвкава скоба, която позволява на тръбите да се разширяват и свиват при различни метеорологични условия. Скобите за тръби се предлагат във формовани С-образни конструкции или в гъвкави медни ленти със скоби, набити по лентата. Всеки тип е валиден за медната ВиК.
 Ноктите се поставят от двете страни на скобата на тръбата и се фиксират на място, за да се фиксира фиксаторът към стена или друга повърхност. Те са най-подходящи за дърво, но могат да се използват с гипсокартон и отворен сайдинг.
Ноктите се поставят от двете страни на скобата на тръбата и се фиксират на място, за да се фиксира фиксаторът към стена или друга повърхност. Те са най-подходящи за дърво, но могат да се използват с гипсокартон и отворен сайдинг.
Важно е да използвате цинкови нокти, за да избегнете корозия на главата на ноктите във времето. Инсталирането на хардуер изисква повишено внимание. Медните тръби лесно се огъват и пропуснат удар с чук може да го повреди. Преди запояване е най-добре да започнете с видеоурок, който демонстрира правилната технология.
Винтовете и болтовете са друга опция за закрепване на скоби. Винтовете изискват използването на тренировка, но са много по-здрави от ноктите. Винтовете работят добре в дърво, но могат да се монтират и в бетон или други твърди повърхности. Някои скоби за тръби са вързани с болтове. Болтовете обикновено се предлагат със скоби. По-добре е да използвате поцинковани винтове и болтове, за да намалите вероятността те да корозират във времето.
Можете да използвате пластмасови щипки и крепежни елементи с медни тръби. Пластмасата няма да корозира върху медна повърхност и се държи толкова плътно, колкото медни скоби. За свързване на тръбата към друга повърхност се използват и пластмасови ципове. Това е особено полезно, когато не е практично да използвате скоба за медна тръба с пирони или винтове, например, когато свързвате множество тръби. Пластмасовите ципове се предлагат в различни размери за всяко приложение.
Разликата между запояване на мед и месинг
Запояването е удобен инструмент, когато става въпрос за ремонт на водопровод в банята. Запояването не е един и същ тип операция, но в различни случаи се изискват други технологии. По-специално, спояването на месинговите тръби може да бъде по-сложно от спояването на мед, тъй като месинговите фитинги изискват по-високи температури.
Основният процес за свързване на месингови или медни водопроводи по същество е един и същ, но голямата разлика между медта и месинга е, че месингът изисква много повече топлина за правилната работа на спойка. Всъщност е необходимо металът да се нагрява пет или шест пъти повече от мед, така че той да достигне до точката, в която спойка се стопява. Това ще изисква по-висока температура от факела, повече време, топлина към метала и внимателно поведение на пламъка от всички страни.
Месинговите тръби са някак необичайни, така че преди да започнете запояване, трябва да се уверите, че налягането вътре в спойка не се натрупва, а се отстранява свободно в околната среда.
Опитът показва, че пропановите горелки не са достатъчно горещи, за да работят с месинг. Вместо това при работа с месинг се използва специален газ, който представлява смес от метилацетилен и пропадиен, която достига по-висока температура от пропана. Не е необходимо да се спестява използването на флюс или паста за запояване, когато трябва да инсталирате тръби.