
- Приложение и характеристики на заваряването
- Етикетиране на продукта
- Заваръчно оборудване
- Предимства и недостатъци
 Баровете, изработени от волфрам и неговите сплави, се използват широко като електроди, предназначени за получаване на постоянни фуги с помощта на аргоново заваряване. Те се използват за създаване на особено критични сглобки, например резервоари, работещи под налягане. С помощта на волфрамови електроди се заваряват неръждаеми и легирани сплави.
Баровете, изработени от волфрам и неговите сплави, се използват широко като електроди, предназначени за получаване на постоянни фуги с помощта на аргоново заваряване. Те се използват за създаване на особено критични сглобки, например резервоари, работещи под налягане. С помощта на волфрамови електроди се заваряват неръждаеми и легирани сплави.
Приложение и характеристики на заваряването
Трябва да се отбележи, че използването на волфрамови електроди за осигуряване на стабилност на режима на заваряване, постоянна заваръчна дъга. Тези свойства осигуряват висококачествени заварки. Максималната ефективност на заваряване с тези материали е показана в екраниращи газове. Този тип заваряване се използва за свързване на материали като молибден, никел и някои други.
Инструмент от този тип е класифициран като неразходен, но в технологичния процес се използва едновременно с тел за пълнене. Волфрамовите продукти се използват за свързване на метали от различни състави.

На повърхността на продуктите, изработени от волфрам и неговите сплави, не се нанася покритие. В процеса заварчикът подава материал за пълнене отделно, като правило той също се прави под формата на пръчка или тел.
Заваръчният басейн е защитен от атмосферен кислород от газа, който го заобикаля; за тази цел се използват аргон, въглероден диоксид, хелий или от смес.
На практика най-често се използват пръти с дължина 175 мм, но има заваръчни пръти с по-къси дължини от 50 до 150 мм. Диаметърът на използваните материали варира от 1 до 8 мм. Можете да изберете желания продукт с помощта на специални таблици.
 Качеството на извършената работа на първо място осигурява химическия състав на волфрамовата сплав. Така че по време на тяхното производство в сплавта се въвеждат добавки на следните химикали: торий, цирконий и редица други. Тези добавки увеличават устойчивостта на прътите срещу топене и, разбира се, подобряват качеството на заваряване.
Качеството на извършената работа на първо място осигурява химическия състав на волфрамовата сплав. Така че по време на тяхното производство в сплавта се въвеждат добавки на следните химикали: торий, цирконий и редица други. Тези добавки увеличават устойчивостта на прътите срещу топене и, разбира се, подобряват качеството на заваряване.
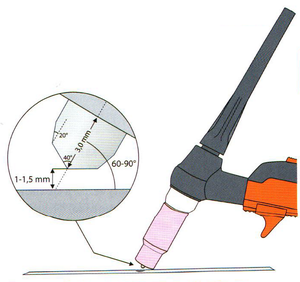
Заварчикът трябва постоянно да следи състоянието на работния връх на волфрамовата пръчка. Работата е следната: работата на дъгата върху повърхността на частите зависи от формата на върха. Формата му влияе върху качеството на заварката, формата и размера му. Ето защо върхът на продукта винаги трябва да бъде заточен. На практика се прилагат правилата и формата на заточване, които са приемливи за определени видове работа.
Формата на заточване се определя от марката на продукта, така че накрайникът WP трябва да бъде направен под формата на сфера, на WT трябва да има леко издутина в края, но заваръчните пръти на марката WC се заточват под конус.
Размерът на обработката (заточването) на края на лентата се определя от следната форма - диаметърът й се умножава по 2, 5. Тоест продукт с диаметър 3 мм трябва да се обработва на разстояние от 7, 5 мм. Освен това трябва да се има предвид, че в зависимост от заварените материали и силата на заваръчния ток ъглите на заточване трябва да са различни. Неспазването на тези указания може да съкрати живота на инструмента.
Така че, ако върхът е подпрян неравномерно, това може да доведе до отклонение на дъгата от дадена посока. Неправилно избраната ширина ще доведе до такъв дефект като липса на проникване.
Въпреки многото предимства на тези продукти, има поне един съществен недостатък - трудно е да се запали и поддържа дъгата.
За да се отстрани този недостатък, запалването на дъгата се извършва на няколко стъпки:
- Създайте късо съединение върху тялото на детайла.
- Извличане на електрода от детайла на предварително определено разстояние.
За извършване на тази операция се добавя циркониева добавка на мястото на заваряване. Този метод ви позволява да запалите качествена дъга.
Етикетиране на продукта
 Подобно на повечето подобни продукти, волфрамовите електроди имат класификация, която се извършва според приложимостта. Някои, например, WP се използват за работа с алуминий, а WC за работа с неръждаема стомана. За да бъдат по-лесни за разграничаване, към тях се прилага цветна лента.
Подобно на повечето подобни продукти, волфрамовите електроди имат класификация, която се извършва според приложимостта. Някои, например, WP се използват за работа с алуминий, а WC за работа с неръждаема стомана. За да бъдат по-лесни за разграничаване, към тях се прилага цветна лента.
За маркиране на волфрамови заваръчни пръти се използва буквено-цифрово обозначение. В допълнение, волфрамовите електроди за заваряване на аргонова дъга се класифицират по цвят.
В допълнение към него цветовете, съответстващи на тяхната марка, се прилагат върху повърхността на прътите. Обозначението на електродите включва описание на химичния състав, както и наличието на добавки. Обозначението съдържа буквата W, това означава, че волфрамът е основата на химичния състав. Количеството добавки не надвишава 0, 5% от обема.

Втората буква обозначава типа добавка, която се използва за направата на волфрамови електроди.
И така, марката WP са волфрамови електроди за заваряване на алуминий и неговите сплави. В допълнение, металните електроди на марката WP се използват за обработка на магнезий. Продуктите с марка WZ8 съдържат цирконий. Използват се за работа с бронз, магнезий, никел и техните сплави. Продуктите са в състояние да работят с големи товари, за разлика от продукти от друга марка. Електродите на тази марка са маркирани със зелен цвят.
Електродът WT20 съдържа торий в химичния си състав. Продуктите от този тип са най-разпространените, но в същото време представляват известна заплаха за заварчика и хората, работещи до него. Работата е там, че този материал е източник на радиация. Това налага някои ограничения за използването им при производството на заваряване. Електродите на тази марка са маркирани с червен цвят.
Трябва да се отбележи, че пръчките, съдържащи торий, ви позволяват да работите с почти всякакъв вид материал, от обикновени стомани до никелови или молибденови сплави.
 Универсалните електроди включват и тези, които принадлежат към марката WC 20. Цериумът е включен в техния химичен състав, което дава възможност да се работи както с променливи, така и с постоянни заваръчни токове. Друга разлика между продуктите на тази марка е, че те осигуряват стабилно изгаряне на дъгата дори при малък източник на енергия. Електродите на тази марка са маркирани с тъмно син цвят.
Универсалните електроди включват и тези, които принадлежат към марката WC 20. Цериумът е включен в техния химичен състав, което дава възможност да се работи както с променливи, така и с постоянни заваръчни токове. Друга разлика между продуктите на тази марка е, че те осигуряват стабилно изгаряне на дъгата дори при малък източник на енергия. Електродите на тази марка са маркирани с тъмно син цвят.
С други думи, волфрамовите електроди, чиято класификация е дадена по-горе, могат да бъдат използвани при заваряване на всякакви сплави.
Заваръчно оборудване
Ако за заваряване с аргон се използва волфрамов електрод, е необходим специален набор от оборудване. Тя включва:
- източник на постоянен или променлив ток;
- горелки с неразходен електрод, монтиран върху него;
- резервоари, в които се изпомпва инертен газ;
- ръкави (маркучи) за подаване на газ в работното пространство.
 Електродите са направени от волфрам или неговите съединения. Температурата му на топене е 3, 380 градуса по Целзий, което позволява да се използва за работа с почти всички метали. По време на работа не се топи, единственото, което се изисква, е да извършите заточване в съответствие с определени изисквания. Електродът е инсталиран в горелката, докато частта от електрода, която не участва в работата, е защитена с капачка. Това е необходимо, за да се предотврати късането му към земята.
Електродите са направени от волфрам или неговите съединения. Температурата му на топене е 3, 380 градуса по Целзий, което позволява да се използва за работа с почти всички метали. По време на работа не се топи, единственото, което се изисква, е да извършите заточване в съответствие с определени изисквания. Електродът е инсталиран в горелката, докато частта от електрода, която не участва в работата, е защитена с капачка. Това е необходимо, за да се предотврати късането му към земята.
На горелката е инсталиран бутон, който доставя газ и напрежение. В края на горелката се монтира керамична дюза. Върхът на електрода излиза от него. Втулките са свързани към дръжката на горелката, през която се подава газ.
След като заварчикът натисне бутона, захранването с газ и електричество започва. Газът, идващ от дюзата, изолира заварения басейн от въздействието на газове, съдържащи се в атмосферата.
Предимства и недостатъци
 Заваряването с волфрамови електроди гарантира заваряване без шлака. В такъв шев няма пори. Заваряването от този тип ви позволява да свържете повечето от известните сплави и метали. В допълнение, използването на заваряване от този тип ви позволява да създавате връзки със стени с различна дебелина.
Заваряването с волфрамови електроди гарантира заваряване без шлака. В такъв шев няма пори. Заваряването от този тип ви позволява да свържете повечето от известните сплави и метали. В допълнение, използването на заваряване от този тип ви позволява да създавате връзки със стени с различна дебелина.
Заваряването с волфрамови електроди се извършва без искри и разпръскване. Не се образува шлака по шева, не се отделя дим, за разлика от електродите, покрити с покритие. Всички тези фактори позволяват заваряване с висока скорост.
Заваряването с такъв материал обаче предполага, че преди извършване на работа е необходимо внимателно да почистите повърхността на частите. В противен случай полученият шев ще има определени дефекти (липса на сливане, пори и др.).