
- Същността и методите на заваряване
- Характеристика на електрода
- Характеристики на заваряване с аргонова дъга
- Заваръчно оборудване
- Инверторен рейтинг
- Предимства и недостатъци
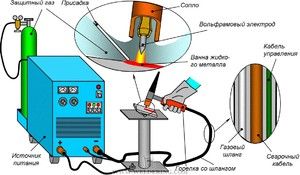 Волфрамов инертен газ (TIG) е ръчен или автоматичен метод за дъгова заварка. Възможно е при използване на неразходен електрод във въглероден диоксид или защитен инертен, с образуването на ефективна работна смес. Този метод е заложен заедно с други функции в почти всички съвременни заваръчни машини . Най-добрият неразходен материал, използван при този метод, е волфрам, така че често абревиатурата не е TIG, а WIG.
Волфрамов инертен газ (TIG) е ръчен или автоматичен метод за дъгова заварка. Възможно е при използване на неразходен електрод във въглероден диоксид или защитен инертен, с образуването на ефективна работна смес. Този метод е заложен заедно с други функции в почти всички съвременни заваръчни машини . Най-добрият неразходен материал, използван при този метод, е волфрам, така че често абревиатурата не е TIG, а WIG.
Същността и методите на заваряване
 TIG заваряването се използва за присъединяване на неръждаеми, структурни и въглеродни стомани, никел, титан, алуминий, мед, силициеви бронзи, месинг, различни сплави и други метали. Използва се в топлинната енергия, химическата, хранителната, нефтопреработвателната и други индустрии.
TIG заваряването се използва за присъединяване на неръждаеми, структурни и въглеродни стомани, никел, титан, алуминий, мед, силициеви бронзи, месинг, различни сплави и други метали. Използва се в топлинната енергия, химическата, хранителната, нефтопреработвателната и други индустрии.
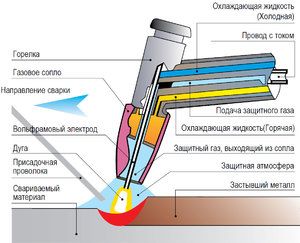
Между продукта и неразходния електрод се образува електрическа дъга, която разтопява краищата на металния пълнител и заварения продукт. Газът се подава от горелката към заваръчната зона, която защитава заварения басейн, крайната страна на пълнителния проводник, електрическата дъга и кристализиращия шев от излагане на въздух.
Класификацията на ръчното заваряване може да бъде представена:
- По метода на запалване на дъгата. Дъгата се запалва чрез докосване на повърхността на заварения продукт с електрод или образуването на дъгата се извършва с помощта на изходните ленти. По-практично и по-лесно е да се оформи дъга със специален блок - осцилатор.
- По вид на защитения газов поток. Газът трябва да бъде равномерно разпределен по цялата дюза. Това се постига с ламинарен поток или в газова камера.
- По вид защитен газ. Аргон, хелий, азот или смес от газове могат да бъдат използвани като защитен газ .
- По вид дъгови разряд. Възможно е да се заварява постоянно изгаряща дъга или компресирана дъга. Импулсно-дъговото заваряване се използва, когато по време на работа дъгата пулсира с дадено съотношение на пауза и импулс.
- По технически причини. Заваряването се извършва от потопена или проникваща дъга, сдвоени електроди и лъч от електроди.
- По вид ток. Заваряването е с постоянен или променлив ток.
TIG заваряването е универсална форма за свързване на голямо разнообразие от метали на всяка позиция в пространството.
Характеристика на електрода
Волфрамовите електроди се използват за заваряване на неразходни електроди. Те се характеризират с висока точка на топене и факта, че не участват в образуването на заваръчния шев. Такива марки (GOST 23949−80) бяха широко използвани:
- чист волфрам;
- с лантанов оксид;
- с итриев оксид;
- с ториев оксид.
 Тези легиращи елементи подобряват качеството на волфрама и добавят устойчивост на топене. За да се разграничат пръчките, се приема буквено и цветно маркиране. Буквата показва химичния състав и примесите, а цветът показва видовете оксид, които съдържа електродът.
Тези легиращи елементи подобряват качеството на волфрама и добавят устойчивост на топене. За да се разграничат пръчките, се приема буквено и цветно маркиране. Буквата показва химичния състав и примесите, а цветът показва видовете оксид, които съдържа електродът.
Изборът на диаметър на електрода зависи от степента на волфрама, вида и големината на заваръчния ток. Ако изберете правилния режим на заваряване, тогава за всеки час на горене скоростта на потока на пръта няма да надвишава два сантиметра. Температурата на работната среда може да достигне 6 хиляди градуса топлина.
При нагряване неразходните електроди могат да бъдат окислени в атмосферата, следователно работната среда на волфрама е защитена от газ. Чрез използването на аргон и хелий се постига качеството на заваряване. Най-удобното ще бъде заваряване с директна полярност при постоянен ток. В този случай факелът е удобен и лек, така че процесът на заваряване е лесен.
 Характеристика на електродите за TIG заваряване е необходимостта да се контролира и подготви състоянието на върха им. Налягането на дъгата върху повърхността и разпределението на енергията зависи от това, което се отразява на дълбочината и ширината на заваръчния продукт, както и на размера и формата на шева. Правилата за заточване зависят от марката на самия консуматив и условията на работа на аргоно-дъговото заваряване. Можете да смилате върха на електрода с помощта на мелница или шлифовъчно колело.
Характеристика на електродите за TIG заваряване е необходимостта да се контролира и подготви състоянието на върха им. Налягането на дъгата върху повърхността и разпределението на енергията зависи от това, което се отразява на дълбочината и ширината на заваръчния продукт, както и на размера и формата на шева. Правилата за заточване зависят от марката на самия консуматив и условията на работа на аргоно-дъговото заваряване. Можете да смилате върха на електрода с помощта на мелница или шлифовъчно колело.
Характеристики на заваряване с аргонова дъга
 Аргоновата дъгова заварка поради високата си гъвкавост е широко използвана. Аргонът се използва като защитен газ по време на заваряване. Заваряването е разделено на ръчно заваряване и автоматично. С негова помощ можете да получите шевове с гладка структура, чист външен вид и висока якост.
Аргоновата дъгова заварка поради високата си гъвкавост е широко използвана. Аргонът се използва като защитен газ по време на заваряване. Заваряването е разделено на ръчно заваряване и автоматично. С негова помощ можете да получите шевове с гладка структура, чист външен вид и висока якост.
Основният инструмент е аргонова горелка: използва се за комбиниране на метали. Благодарение на специалния дизайн, волфрамовият електрод е фиксиран така, че краят на пръта му да стърчи на няколко милиметра над керамичния накрайник .
Късата дъга осигурява максималната дълбочина на проникване на продукта. Зависи от техниката на подаване на пълнежния материал, колко точно ще бъде заваряването и каква ширина ще има. Добавката трябва винаги да е в защитната зона и да тече пред заваръчната горелка.
Заваряването с аргонова дъга TIG ще бъде успешно при спазване на определени правила:
- Продуктите трябва да бъдат подготвени за заваряване - обезмаслени и почистени.
- За да създадете защитна среда преди работа, газът аргон се подава за 10 секунди.
- Дължината на дъгата трябва да бъде възможно най-къса.
- Необходимо е да се готви само в надлъжна посока, без отклонения в напречната посока.
- Ако захранването с аргон е прекъснато, работата трябва да бъде спряна, тъй като електродът и добавката трябва да бъдат защитени.
- За да се предотврати пръскане на метал, пръчката (тел за пълнене) се подава гладко.
- Качеството на шевовете се счита за добро, ако заваръчният басейн се разшири.
- Заваръчните работи завършват с понижаване на силата на тока и изключване на подаването на газ след 10 секунди.
Всеки тип заваряване с аргонова дъга има свои собствени характеристики, те се определят от използваното оборудване.
Заваръчно оборудване
 Цялата работа в защитна газова среда се извършва с помощта на специални устройства, проектирани за аргоно-дъгова заварка TIG или оборудване, модифицирано за такава работа. Пълният набор от инсталации се състои от следните елементи:
Цялата работа в защитна газова среда се извършва с помощта на специални устройства, проектирани за аргоно-дъгова заварка TIG или оборудване, модифицирано за такава работа. Пълният набор от инсталации се състои от следните елементи:
- Дюза. Той е предназначен да осигури работа на горелката. Изработена е от устойчив на топлина материал, тъй като температурата на заварения басейн при нагряване може да достигне 2000 ° C. В зависимост от вида метал, диаметърът на дюзата е различен.
- Горелката. Дизайнът му зависи от метода на работа. Ако факелът е с водно охлаждане, това ще контролира прегряването на електрода и температурата на заваръчния басейн.
- Осцилатор. Използването на това устройство осигурява запалване на дъгата по безконтактен метод. Той не само поддържа стабилността на електрическата дъга, но също така генерира разряд за пробиване на дупката на дъгата.
- Източник на напрежение Предлагат се както заваръчни инвертори, така и трансформаторни инсталации. Инверторните устройства са за предпочитане, те създават равномерно напрежение, което влияе положително на качеството на заварката.
- Баластен реостат. С негова помощ се регулира силата на тока, която се подава към дъгата. Ще ви помогне да изберете най-добрите опции за работа с различни метали.
- Допълнителни аксесоари. Такъв елемент може да бъде заваръчен пост. Той улеснява цялостния процес на заваряване.
Инверторните устройства се използват широко в ежедневието, те са лесни за използване и имат малки размери.
Инверторен рейтинг
Съвременните заваръчни инвертори значително улесниха работата на заварчиците и направиха скок в електрическото заваряване. Трите най-добри модела според потребителските отзиви включват:
- Svarog TECH ARC 205 B (Z 203);
- Resanta SAIPA-190MF;
- FUBAG В 176.
Модел Svarog TECH ARC 205 B (Z 203) е едно от най-издръжливите и надеждни устройства с аргоно-дъгова заварка, което се произвежда от руска производствена компания. Основните му характеристики:
- входно напрежение - 187-2525 V;
- заваръчен ток TIG - 10−200 A;
- вид изходен ток - постоянен;
- мощност - 9 kV * A.
 Ефективността на това устройство е 85%, има допълнителна горелка с тип запалване чрез докосване. Моделът има малки размери и тежи 8 кг, така че е незаменим при чести движения. Производителят предоставя гаранционен срок от 5 години. Устройството не се прегрява, консумацията на електрическа енергия е незначителна.
Ефективността на това устройство е 85%, има допълнителна горелка с тип запалване чрез докосване. Моделът има малки размери и тежи 8 кг, така че е незаменим при чести движения. Производителят предоставя гаранционен срок от 5 години. Устройството не се прегрява, консумацията на електрическа енергия е незначителна.
Устройството Resanta SAIPA-190MF е предназначено за професионални заварчици. Тези устройства се произвеждат в Китай и се продават от латвийската компания Resanta. Това устройство ви позволява да готвите почти всички видове заваряване. Заваръчният ток в режим TIG е от 10 A до 190 A, а продължителността на превключване е 70% при максимален ток. Има висококачествено проникване и отнема метал до 10 мм.
Основният недостатък на този модел са неговите размери и тегло - повече от 18 кг.
Устройството FUBAG IN 176 е направено от немска фирма за професионално електрическо оборудване. Моделът се отличава със своята функционалност, микропроцесорно управление, малки размери и тегло - 4, 5 кг. Това устройство може да се готви във всяка позиция, като се регулира токът на заваряване по време на работа.
Моделът е с патентован дизайн. С него е лесно да се придвижва от обект на обект и да се работи без усилие на трудно достъпни места.
Предимства и недостатъци
Заваряването в аргон има няколко предимства пред другите видове заваряване. Благодарение на тях този вид заваряване на метали придоби доста широко разпространение. Предимствата включват:
- използването на ниски токове, което има положителен ефект върху работата, изискваща висока точност;
- работата се извършва без електродни покрития и флюси;
- естетика и висока якост на заваръчните шевове;
- чрез напластяване можете да възстановите износената част на продукта;
- може да работи с метали, които са трудни за заваряване;
- способността за работа с масивни конструкции и малки детайли;
- малко количество излъчвани аерозоли;
- липсата на искри по време на работа, което показва пожарна безопасност;
- висококачествено рязане на метал без отпадъци.
Въпреки простотата на заваръчната техника и способността да наблюдава целия процес, заваряването в аргонова среда има своите недостатъци:
- доста скъпо оборудване за извършване на работа;
- заварчикът трябва да има висока професионална квалификация;
- появата на ултравиолетово лъчение по време на работа;
- ниска производителност на труда, това е особено вярно за ръчни устройства;
- използването на високо усилващо заваряване изисква допълнително охлаждане;
- работното място трябва да бъде защитено от чернови при работа на открито място.
Наличието на недостатъци не влияе на търсенето на този модерен метод на заваряване.